Почему изменяется зазор между поршнем и цилиндром
Конструкторы автомобилей стремятся, чтобы детали двигателя работали в режиме жидкостного трения.
Это такой способ смазки трущихся поверхностей, когда благодаря прочности масляной плёнки или подаче масла под давлением и при требуемом расходе непосредственного соприкосновения деталей не происходит даже под значительной нагрузкой.
Не всегда и не во всех режимах подобное состояние можно удержать. Влияют на это несколько факторов:
- масляное голодание, подвода смазывающей жидкости, как это делается в подшипниках скольжения коленчатого и распределительного валов, под давлением в зону между поршнем и цилиндром не производится, а прочие способы смазки не всегда дают стабильный результат, лучше всего работают специальные масляные форсунки, но по разным причинам ставят их неохотно;
- некачественно сделанный или изношенный рисунок хонингования на поверхности цилиндра, призван он удерживать масляную плёнку и не давать ей полностью исчезнуть под усилием поршневых колец;
- нарушения температурного режима вызывают обнуление теплового зазора, исчезновение масляного слоя и появление задиров на поршнях и цилиндрах;
- применение некачественного масла с отклонением по всем значимым характеристикам.
Кажется, парадоксальным, но больше изнашивается поверхность цилиндра, хотя она обычно изготовлена из чугуна, это цельный чугунный блок или различные сухие и мокрые гильзы, залитые в алюминий блока.
Даже если гильза отсутствует, поверхность алюминиевого цилиндра подвергается специальной обработке, и на ней создаётся слой специального твёрдого износостойкого покрытия.
Связано это с более стабильным давлением на поршень, которое при наличии смазки почти не снимает с него металл при движении. А вот цилиндр подвержен грубой работе пружинных колец с высоким удельным давлением из-за малой площади контакта.
Естественно, поршень тоже изнашивается, даже если это происходит с меньшей скоростью. В результате суммарного износа обеих поверхностей трения зазор непрерывно увеличивается, причём неравномерно.
Требования к тепловому зазору
Функциональные требования к тепловому зазору предусматривают:
- Отвод тепла от поршня в момент воспламенения смеси. В противном случае поршень выгорит под температурой камеры сгорания.
- Функция уплотнения поршневого пространства. Появляющееся давление должно равномерно прижимать кольца к стенкам цилиндра. Достижение такового прикасания требует установки правильного расстояния.
- Требования к маслосъёмным кругам, отвечающим за подачу нужного количества смазывающего материала. Соблюдение этого правила сохраняет расход масла, бензин на уровне заводских норм.
Параметры

Выставленные зазоры на кольцах
Установленный зазор должен соответствовать 0,6-0,3 мм, а боковой между стенкой не превышать 0,08-0,04 мм.
Величина исходит из того, что отработанные газы действуют на кольца с внутренней стороны канавки, прижимая их к стенке. Согласованное функционирование компрессионных, маслосъёмных колец позволяет получить полное сгорание смеси. Зависит это от укладки их в канавку поршня.
Стало быть, малая величина между концами после прогрева приведёт к задирам зеркала цилиндра.
Зазор измеряется щупом и регламентируется величиной 0,2-0,5 мм. Для двигателей модели ВАЗ на уплотнительных кольцах предусмотрена величина 0,25-0,04 мм. Маслосъёмные имеют 0,25-0,5 мм.
Первое кольцо сверху (компрессионное), как нагруженное из легированного чугуна подвергается напылению хромом. Пористое покрытие этого металла способно удерживать необходимую массу моторного масла.
Плазменное нанесение на кольца слоя молибдена способствует износостойкости, низким показателем трения с цилиндром.
Нормы соответствия
В исходном состоянии цилиндр полностью соответствует своему названию, это геометрическая фигура с постоянным диаметром по всей высоте и окружностью в любом сечении, перпендикулярном к оси. Однако, поршень имеет куда более сложную форму, к тому же он располагает термофиксирующими вставками, в результате чего неравномерно расширяется при работе.
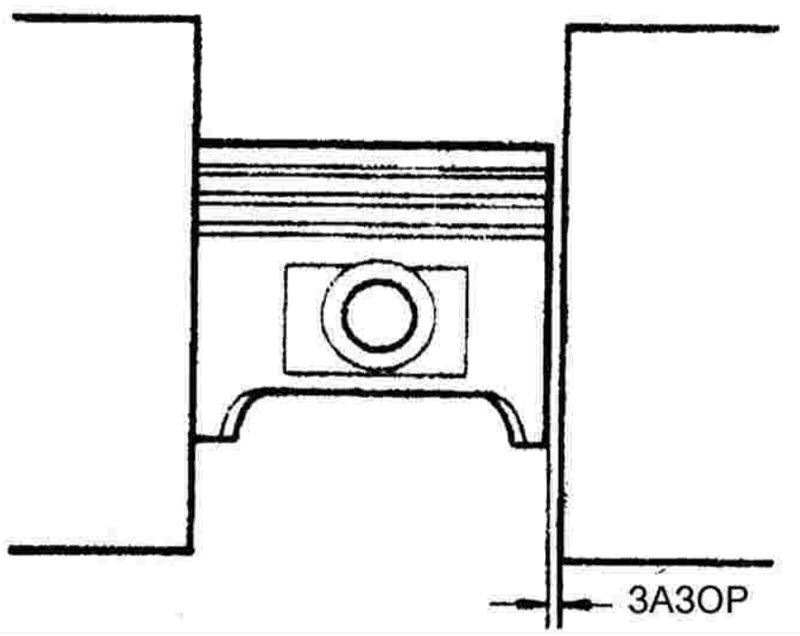
Для оценки состояния зазора выбирается разница диаметров поршня в зоне юбки и цилиндра в средней его части.
Формально принято считать, что тепловой зазор должен составлять примерно от 3 до 5 сотых долей миллиметра по диаметру у новых деталей, а его максимальная величина в результате износа не должна превышать 15 сотых, то есть 0,15 мм.
Разумеется, это некие средние значения, двигателей великое множество и отличаются они как разными подходами к конструированию, так и геометрическими размерами деталей, зависящими от рабочего объёма.
Как проверить зазор между поршнем и цилиндром
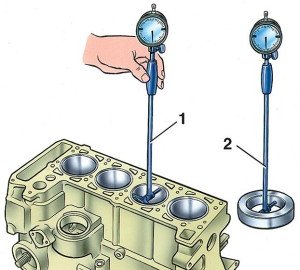
Для проверки зазора используется измерительная аппаратура в виде микрометра и нутромера, эта пара обладает классом точности, позволяющим реагировать на каждую сотую долю миллиметра.
Микрометром замеряется диаметр поршня в зоне его юбки, перпендикулярно пальцу. Стержень микрометра фиксируется зажимом, после чего нутромер устанавливается на ноль при опоре своим измерительным наконечником на стержень микрометра.
После такого обнуления индикатор нутромера будет показывать отклонения от диаметра поршня в сотых долях миллиметра.
Замер цилиндра производится в трёх плоскостях, верхней части, средней и нижней, вдоль зоны хода поршня. Замеры повторяются вдоль оси пальца и поперёк.
В результате можно оценить состояние цилиндра после износа. Главное, что потребуется – это наличие неравномерностей типа «эллипс» и «конус». Первое – отклонение сечения от окружности в сторону овала, а второе – изменение диаметра вдоль вертикальной оси.
Наличие отклонений в несколько соток говорит о невозможности нормальной работы колец и необходимости ремонта цилиндров или замены блока.
Заводы стремятся навязывать клиентам блок в сборе с коленвалом (шорт-блок). Но часто оказывается гораздо дешевле отремонтироваться расточкой, в тяжёлых случаях – гильзовкой, с заменой поршней на новые стандартные или ремонтного увеличенного размера.
Даже не новых двигателях со стандартными поршнями существует возможность точного подбора зазоров. Для этого поршни распределяются по группам с отклонением диаметра на одну сотку. Это позволяет выставить зазор с идеальной точностью и обеспечить оптимальные характеристики мотора и его предстоящий ресурс.
Своими силами проверяем зазор между поршнем и цилиндром
В момент пуска холодного двигателя вы вдруг, услышали звук, напоминающий стук, а при прогреве двигателя он исчез или уменьшился, то пришло время проверять зазор между поршнями и цилиндрами. То есть пора браться за динамометрический ключ, и начинать откручивать головку блока цилиндров.
Прибор для измерения зазоров
Как правильно использовать микрометр, чтобы определить размер зазора на поршневых кольцах? Нужно померить диаметр поршня сразу в нескольких местах по его окружности. Потом измерить ширину канавок, используя при этом специальные щупы.
После измерений следует вычислить средний показатель значения зазоров. Если показатели отличаются друг от друга, то следует заменить поршень, если показатели одинаковы, то всё в порядке, измерение зазоров в замках поршневых колец. Выполнять данное измерение можно как при помощи специальной оправы, так и при наличии простого предмета цилиндрической формы. Показатели и параметры зазора следует измерять при помощи специального щупа. Параметры зазора пригодного для эксплуатирования имеют следующие пропорции – 0,25-0,45 мм.
При этом может допускаться погрешность равная 1,0 мм, которая может возникнуть в результате износа детали. В том случае, если размер зазора выше нормы, то поршень необходимо поменять. Если же измеренный зазор меньше указанных параметров (0,25 мм.), то всё, что нужно это просто подточить торцы до нужного размера, измерение зазора между поршнями и цилиндрами. Данное измерение основывается на установлении соответствия между уже измеренными диаметрами поршня и цилиндра. Здесь стандартные показатели равны от 0,025 до 0,045 мм, при возможном износе 0,15 мм.
Результат нарушения зазора
При увеличении зазора, а обычно оно связано ещё и с ухудшением работоспособности колец, всё больше масла начинает проникать в камеру сгорания и расходоваться на угар.
Теоретически при этом должна снижаться компрессия, но чаще она наоборот, повышается, из-за обилия масла на компрессионных кольцах, герметизирующего их зазоры. Но это ненадолго, кольца коксуются, залегают, и компрессия пропадает окончательно.

Поршни при увеличенных зазорах нормально работать уже не смогут и начинают стучать. Стук поршневой хорошо слышно на перекладке, то есть в верхнем положении, когда изменяет направление своего движения нижняя головка шатуна, а поршень проходит мёртвую точку.
Юбка отходит от одной стенки цилиндра и выбирая зазор с силой ударяет по противоположной. С таким звоном ездить нельзя, поршень может разрушиться, что приведёт к катастрофе всего мотора.
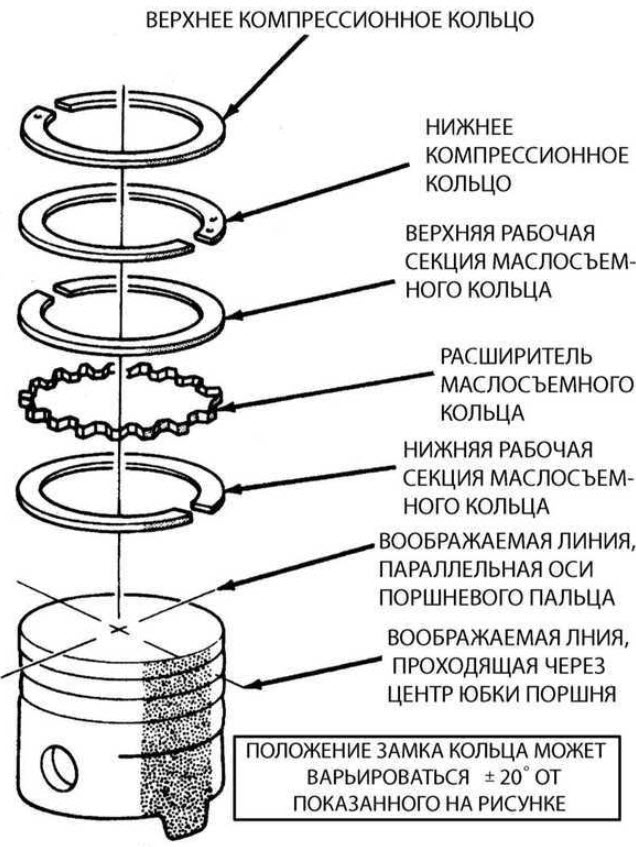
Тепловой зазор поршневых колец
ПК представляют собой пружинные диски с одним разрезом – при установке на поршень они разжимаются, а в гильзе плотно прижимаются к ее стенкам. Чтобы достигалось максимальное сжатие рабочей смеси, стенки цилиндров должны быть максимально гладкими (без дефектов), а форма внутренней полости идеально круглой. На поршне ПК размещаются в специальных канавках, причем, они посажены неплотно, и на холодном поршне перемещаются в канавках свободно.
Зазоры обязательно должны быть определенными, если они больше или меньше положенного значения, поршневая группа быстро выйдет из строя. Следует учитывать тот фактор, что при нагреве металл расширяется, и если тепловой зазор ПК будет слишком маленьким, поршневая группа начнет перегреваться. При больших зазорах не обеспечивается герметичность, возникают потери мощности.
Для легковых автомобилей, как правило, устанавливаются следующие зазоры:
- между канавками и КПК – от 0,02 до 0,08 мм (для верхнего кольца зазор должен быть немного больше);
- между канавками и МПК – от 0,05 до 0,06 мм;
- на стыке – от 0,25 до 0,5 мм.
Что происходит с зазором между поршнем и цилиндром
В процессе правильной эксплуатации двигателя происходит естественный процесс и зазор между поршнем и цилиндром сужается. Это происходит исходя из условий постоянной эксплуатации в высоком температурном режиме деталей.
Кроме того, причиной сужения зазора между поршнем и цилиндром может являться неправильная регулировка движущихся деталей, температурная перегрузка или перекос цилиндров. Не следует забывать, что блоки цилиндров всё чаще выполнены из алюминиевых материалов, которые имеют двойной коэффициент расширения, по сравнению с легированным чугуном.

Уменьшенный зазор между поршнем и цилиндром приводит к тому, что возникает полусухое трение, и, как результат, повышается температура деталей блока цилиндров. Постепенно смазка прекращается вообще и следствием исчезновения зазора являются первые задиры на поршне.

Практически всегда итогом диагностики состояния блока цилиндров является ремонт цилиндров и элементов поршневой группы двигателя. Полностью определить степень дефектов поршней, гильз и остальных деталей, можно только после разборки головки блока цилиндров.

Добравшись до поршневой группы приступаем к дефектовке цилиндров и поршней. Основными измерительными приборами при измерении диаметров являются: микрометр – для поршней и нутромер (индикаторный калибр) для измерения диаметра цилиндра.
Нормы соответствия поршней и цилиндров
Прежде всего, занявшись ремонтом поршневой группы, вы должны знать, что существуют группы диаметров поршней, и таблицы номинальных размеров цилиндров и поршней. Именно на эту информацию и нужно ориентироваться в дальнейшем.
Диаметр поршней классифицируется по наружному диаметру на 5-ть классов: A, B, C, D, E через каждые 0,01 мм размера. Плюс категории по диаметру отверстия под поршневой палец через каждые 0,004 мм. Эти данные в виде цифры (категория отверстия) и буквы (класс поршня) маркируются на днище поршня.

Существуют расчетные нормы, которым должен соответствовать зазор между поршнем и цилиндром. Для новых деталей он должен быть 0,05 – 0,07 мм. Для бывших в эксплуатации деталей зазор между поршнем и цилиндром не должен превышать 0,15 мм.
Собственно для того и осуществляется промер зазора между поршнем и цилиндром. Чтобы либо приобрести поршни именно того класса, что и цилиндры. В случае если у эксплуатируемого двигателя зазор между поршнем и цилиндром превысил 0, 15 мм, то вам необходимо приступать к подбору поршней к цилиндрам, с максимальным приближением к расчетному размеру.
Предварительно должна производиться расточка цилиндров максимально приближенная к ближайшему по значению ремонтному размеру. Плюс нужно не забыть оставить припуск примерно в 0,03 мм для хонингования поверхности цилиндра после расточки. А вот теперь можно и за поршнями.

При хонинговке необходимо выдерживать диаметр, чтобы при установке поршня зазор соответствовал допустимой максимальной цифре зазора новых деталей – 0,045 мм.
Поршни измеряются микрометром, а цилиндры нутромером. Диаметр цилиндра измеряют в четырёх поясах и двух перпендикулярных плоскостях.
Подбирая поршни к цилиндрам, помимо номинального либо ремонтного размера, нужно обязательно учитывать массу поршней. Она бывает нормальная, увеличенная или уменьшенная на 5 грамм. К поршням ремонтной группы, кроме всего, подбираются ремонтные кольца, тоже ремонтных размеров.
Определившись с зазором между поршнем и цилиндром, вы легко подберете нудные размеры, и после проведенной расточки цилиндра (по необходимости) установите поршень.
Как определяют размер между поршнем и гильзой

После снятия головки блока (ГБЦ) становится видной внутренняя поверхность цилиндра. Об износе поверхности свидетельствует отсутствие хонинговки. Опытные мотористы производят предварительную оценку состояния зазора на ощупь. Они судят о величине выработки по величине ступеньки, образовавшейся вверху цилиндровой втулки. Она возникает на уровне максимального подъема поршневых колец.
Также грубо величину износа гильзы оценивают с помощью нового поршневого кольца. Его вставляют в верхний пояс гильзы до которого не доставали поршневые кольца. Тепловой зазор кольца при этом должен быть номинальным. Затем кольцо вставляется в цилиндр на более низкий уровень. По величине раскрытия замка судят о выработке поверхности.
Чтобы точно проверить зазор между поршнем и цилиндром необходимо демонтировать поршень и измерить обе детали. Измерения производятся в соответствии с инструкцией по ремонту, технологической картой. Как правило, обе детали измеряются в двух взаимно перпендикулярных плоскостях и в трех поясах.
Для измерения поршня применяется микрометр. Диаметр гильзы определяется нутромером. Измерения производятся в соответствии с инструкцией по ремонту и технологической картой. Измерения требуют квалификации, умения обращаться с приборами, настраивать средства измерения при помощи концевых мер.
Расстояние между сопряженными деталями определяется как разность диаметров. В разных положениях инструмента результат различен, так как детали изнашиваются неравномерно. Они приобретают отклонения от формы. Это овальность, конусность, бочкообразность. Допустимые значения отклонений формы также регламентируются, как и диаметры.
Максимальные и минимальные значения сравниваются с номинальными, предельно допустимыми, в зависимости от целей ремонта. При капитальном ремонте размеры приводятся к номинальным значениям. При текущем, зачастую, ориентируются на допустимые.
Регулировка теплового зазора в ЦПГ производится только заменой одной или обеих деталей.
- https://AutoVogdenie.ru/zazor-mezhdu-porshnem-i-cilindrom.html
- https://carfrance.ru/kakoj-teplovoj-zazor-u-porshnevyx-kolec-yavlyaetsya-normoj/
- https://school21nv.ru/zazory-tsilindr-porshen-dvigatelya-vozdushnogo-ohlazhdeniya/
- https://topmekhanik.ru/zazor-mezhdu-porshnem-i-tsilindrom/

